
Description of New Type Dry Process Cement Production Line:
This new type dry process cement production line is a kind of process mainly used for small, medium and large-scale cement plants. Its preheater employs outside kiln precalciner. Capable of utilizing the waste heat from kiln inlet to decompose raw meal, this line is good at saving electricity and heat. Its closed production line makes it possible to reduce its ambient dust pollution to less than 50mg/Nm3. Besides, its capacity to make use waste heat makes it quite cost efficient for users.
2、 General description of the plant
The proposal is made for a 2500t/d new dry process production line with suspension cyclone preheater. Most of the major equipment used in the production line is manufactured in China in recent years based on the licenses from the Western countries, e.g. limestone crusher, raw meal silo, bag filter, packer, separator, weighing equipment, etc. Some of key equipment will, if necessary, be supplied by the Western countries, e.g., raw mill, reducer for cement mill, bucket elevator for kiln feed etc.
This proposal is based on Chapter 1—Design Basis. Modifications shall be made if there is any change to Chapter 1.
2.1 Process flow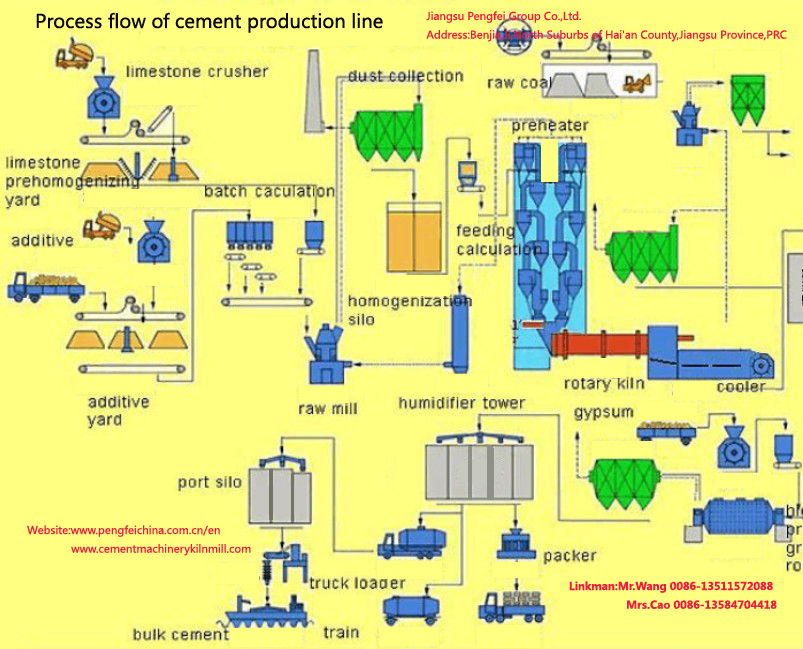
2.1.1 Limestone & Marl crusher
A hammer crusher of the capacity of 400t/h will be installed within the plant. The allowable feed size is 900mm and the max. edge length 1200mm. The crushed limestone & Marl size is less than 5% reject at 70mm sieve, adequate for roller mill feeding. The crushing section will also include a low speed short belt conveyor under the crusher designed for 1.5x crusher output to absorb the flow variations.
The limestone & Marl from the quarry by the trucks will be fed into a concrete hopper with protecting liners, and then fed into the crusher by a variable speed apron feeder. The crushed limestone & Marl will be transported to the preblending store.
2.1.2 Alluvium transporting
The Alluvium from the quarry by the trucks will be fed into a concrete hopper with protecting liners, and then will be transported to the Alluvium preblending store by the belt conveyor.
2.1.3 Limestone and Marl preblending
A 400t/h suspended arm side stacker will be used for stacking. The stacker will move longitudinally back and forth to stack in chevron style. Limestone will be two piles. When one is under stacking, the other will be reclaimed.
The reclaimer is the bridge scrapper reclaimer, which can reclaim over the entire section of the pile. The material reclaimed is uniform in composition so the blending effect is fine. The reclaiming capacity is 150t/h.
Marl and Iron ore will be each one pile in the same preblending station, stacked by the same suspended arm side stacker. They will be fed to the belt conveyor by the loader respectively and be sent to the bins within the raw materials preparation station.
2.1.4 Alluvium preblending
A 500t/h suspended arm side stacker will be used for stacking. The stacker will move longitudinally back and forth to stack in chevron style. Alluvium will be two piles. When one is under stacking, the other will be reclaimed.
The reclaimer is the bridge scrapper reclaimer, which can reclaim over the entire section of the pile. The material reclaimed is uniform in composition so the blending effect is fine. The reclaiming capacity is 250t/h.
Alluvium will be then transported to bins within the raw materials preparation station by th belt conveyor.
2.1.5 Raw materials preparation
Within the raw materials preparation station, enclosed bins has to be taken into account for 4 raw material components.(Alluvium 850t, limestone 560t, Marl 210t, iron ore 280t) All bins will be equipped respectively with a high measuring level and an emergency high level sensors. Bins and extraction must be dedusted.
These raw materials will be proportioned according to the set ratio before they are fed to the vertical mill. Weighfeeders adjust the raw mix composition. The chemistry of the raw materials mix will be monitored by XRF analysis on samples taken at the vertical mill cyclone outlet on an 30min max. time basis. On the basis of analysis results, raw meal composition will be controlled by acting on the weighfeeders to assure the proper blend of materials.
2.1.6 Raw materials grinding and exhaust gas treatment
A vertical mill with a high efficiency separator will be used for raw materials grinding and drying. The capacity of the raw mill is 200t/h, and this including reserve capacity for worn rollers/table liners. The main motor power is approx. 2000kW. The raw meal fineness is 12% R90.
A metal separator is installed before the raw materials are fed to the vertical mill to eliminate metallic parts. A metal detector is placed 4m from the end of the feeding belt conveyor. In case of an emergency, the raw materials with metallic parts are discharged through a two-way gate into a scrap bin. An extraction system empties the raw mill and feeds the material into the scrap bin via the spillage elevator. A separate filter for the spillage elevator and the bin is included.
The ground fine particle will be carried by air to the cyclone separator and the coarse particle will be collected by the integrated separator and returned to vertical mill for regrinding. The dust laden air out of the cyclone separator will be treated in an EP before being emitted into the atmosphere. The dust concentration in the dedusted gas will be lower than 70mg/Nm3 on design. The raw meal product captured in the cyclone separator will be sent to the homogenizing silo. Space for a kiln dust silo and/or bin has to be provided to collect the EP dust. This option will be used in the future if the chemistry of kiln dust is very different form the kiln feed chemistry during raw mill is shut down. Dust form the EP will always be transported to the silo. A high frequency sampling and analyzing device will be used on the silo feed to check the quality of the product and control the weighfeeders.
Water spray system in the vertical mill will also be necessary for stability of the mill and in order to control the mill outlet temperature. A raw mill fan is located between the cyclone separator and the bag filter. The circuit will be designed to allow gas re-circulation from the raw mill fan back to the inlet of the mill. The duct of the mill inlet is to be equipped with a fresh air intake in order to adjust the mill inlet temperature.
Preheater exhaust gases will be used to dry the raw materials in the vertical mill. No auxiliary air heater is requested. Part of preheater exhaust gases can be diverted directly to the bag filter through by-pass system in order to control the mill outlet temperature. Totality of preheater exhaust gases can be allowed to the EP when the raw mill is shut down without interfering with kiln operations. This by-pass system is to be equipped with a conditioning tower or a mixing chamber with a fresh air intake in order to cool down gases from preheater to a temperature acceptable for the EP. The EP fan is located downstream of the EP and the dedusted gases will be emitted into the atmosphere through a stack.
All the main equipment is outdoor. Proper access for maintenance trucks and cranes into the area surrounding the raw mill, dust collecting system, homogenizing silo, preheater and fans will be considered in the layout.
2.1.7 Raw meal homogenizing silo
A Φ18m homogenizing silo of 11000t capacity will be installed for blending and storing the raw meal before it is fed to the kiln system. In order to guarantee the silo blending effect, the silo must be remain up to 6000t raw meal during normal kiln operation.
The raw meal product captured in the cyclone separator will be transported by air slides and elevator and distributed evenly into the silo. Extraction from the bottom of the silo shall be via discharge air slides and dosing valves to the kiln feed bin. The fluidization/extraction air is supplied from air blowers. The silo discharge system must be adequately controllable in order to keep the kiln feed bin at a constant weight level. A manhole in the silo allows to check the air slides of the silo bottom.
The kiln feed bin shall be mounted on load cells, and a gravimetric metering system controls the flow of raw meal into the preheater. For an emergency stop of preheater feed and for start-up procedures, the preheater feeding elevator is equipped with a by-pass flap which sends the raw meal back to the homogenizing silo.
2.1.8 Burning line
Burning system will consist of a single series 5-stage cyclone preheater with precalciner, a Φ4.2x60m rotary kiln, as well as a grate cooler. The system capacity will be designed for 2500t of clinker per day and the heat consumption will be 760 kcal/kg.cl on the basis of 400 kcal/kg.cl of reaction heat of clinker formation. The cooler will be designed for the outlet clinker temperature of 65℃ plus the ambient temperature.
Material feeding ducts between the stages are equipped with pendulum flaps and splash boxes. The cyclones will be sized so that the pressure drop of the preheater system will be less than 5500Pa (2500t/d) and the exhaust gas temperature out of the preheater will be approx. 320°C in normal operation. The weighed raw meal will be fed into preheater for preheating and partial decarbonation and then into precalciner for calcination. The decarbonation rate of CaCO3 in the raw meal at the kiln inlet is over 90%. The raw meal is further decarbonated and burned in the kiln.
Steel stairs and platforms with adequate headroom and space for maintenance of all equipments and manholes, a service elevator for man and bricks and spare parts, etc will be taken into account of during the design of the steel structure of the preheater tower.
The preheater fan will be equipped with a variable speed drive. The location of air blasters is to be optimized during continuous running. For air blasters a separate compressed air system is required. Gas analyzers with independent cooling systems are located at the kiln inlet and in the duct after the precalciner.
The rotary kiln is fired with natural gas or oil. The drive system will be mechanical. The tertiary air duct, installed along the side of the kiln, takes the hot air preferably from the kiln hood to the precalciner. Free access for maintenance trucks and cranes into the area surrounding the rotary kiln will be considered in the layout.
The cooler has three grates, the crusher which has the same width as the cooler grates will be of hammer type and installed at the end of the grates. Water spray system within the cooler will also be necessary for dedustion and in order to control the EP inlet temperature. Electrical equipment, a central lubrication group, etc of the cooler will be included. The grate cooler and chain conveyor below the cooler chamber will be installed above ground level. Cooler air fans are to be equipped with silencers and adjust valves.
The kiln outlet clinker over than 1350℃ will enter the grate cooler for quenching. Clinker lumps are crushed by the hammer crusher at the end of the grates. Recuperated hot air is utilized as secondary air in the kiln and tertiary air for the precalciner. Waste gas from the grate cooler shall be cleaned in a EP which be designed for the dust concentration in the dedusted gas less than 70mg/Nm3. Except the water spray system within the cooler, a fresh air intake at the duct of the EP inlet will be designed in order to cool down gases from cooler to a temperature acceptable for the EP. The EP fan is located downstream of the EP and the dedusted gases will be emitted into the atmosphere through a stack. The dust collected by the EP shall be fed back to the pan conveyor under the clinker crusher of the cooler.
The clinker is transported by a pan conveyor. The clinker transport will be sized to accept 30~40% of clinker above the nominal capacity with a clinker density of 1kg/m3 in case of flush of unburt.
Stairs and platforms with adequate space for maintenance of the cooler and the EP, etc will be taken into account of during the design of this department. Access around the stack will be designed for dust monitoring, which is at a minimum height of 3 times the stack diameter above the gas inlet to the stack.
2.1.9 Clinker storage and transporting
A Φ32m clinker silo of 22000t capacity will be used to store the clinker. The real design capacity of the silo is up to 20000t. The clinker silo has three extraction galleries with low speed belt conveyor below ground level. The clinker extraction will be used by dust free, gravity type extractors of 200t design capacity.
The clinker out of the cooler will be transported by the pan conveyor either to the silo. The filter on the top of the silo is sized for the feeding by the pan conveyor and thermal air expansion in the storage. The clinker extracted from the silo will be transported by belt conveyors to the cement mill hoppers. Necessary dedusting filters will be designed at the chutes of clinker on to belt conveyors feeding the cement mill hoppers.
2.1.10 Gypsum crushing
An impact hammer crusher will be installed within the plant to crush the lumpy gypsum. The max. capacity is 70t/h. The permissible particle size is less than 600mm and the product size less than 25mm. The crushing section will also include a low speed short belt conveyor under the crusher designed for 1.5x crusher output to absorb the flow variations.
The lumpy gypsum delivered into the plant will be placed in the open area. It will be loaded to a concrete hopper by loader, and then fed into the crusher by a variable speed apron feeder. The crushed gypsum will be sent to the cement mill hoppers by the conveyor. A bag filter will be installed for dedusting of the workshop.
A by-pass system will allow to feed directly this low speed short belt conveyor under the crusher. The cement additive to be defined will be sent to the cement mill hoppers through the by-pass system.
2.1.11 Cement grinding
Two Φ4.2x12.5m cement mills in closed circuits with O-Sepa high efficiency classifier will be used. The nominal capacity of each cement mill system will be 80~85t/h of Ordinary Portland Cement at fineness of 3200cm2/g. The main motor power of each mill is about 3000kW, and the cement mills will be sized for P. I. But when each cement mill system will be equipped respectively pre-grinding roller, the capacity will be designed up to maximum 115t/h at fineness of 4000cm2/g for P. II.
Within the cement grinding department, enclosed bins for 3 material components have to be taken into account for two cement mill system.
All cement mill feed bins will be equipped respectively with a high measuring level and an emergency high-level sensors. Bins and extraction will be dedusted.
These materials will be proportioned according to the set ratio before they are fed to each cement mill by respective belt conveyor. Weighfeeders adjust the materials mix composition. The self-product cement out of the mill will be sent to the high efficiency classifier by the bucket elevator. The coarse particle from the classifier will be fed back to the mill inlet through an air slide and an impact weigher, and the fine particle carried by air to the classifier bag filter. The dust collected by the classifier filter will be the qualified product, which will be transported to the cement silos. But a by pass will be designed at the outlet of the classifier bag filter, and will allow to feed to a purge bin of 250t capacity when changing the cement quality. The bin will be dedusted and will be fitted with a weighfeeder for reintroduction of the cement in the classifier circuit. A sampler will be installed at the classifier bag filter outlet to take spot samples of cement. The air from the classifier bag filter will be sent either to the chimney or partially or totally recycled to the classifier air inlet. A fresh air inlet with damper will also be included in the classifier air circuit.
In order to improve the cooling of cement, a bag filter will be installed separately for the cement mill, and the air flow will be designed to limit the temperature of the self-product cement out of the mill at approx. 105℃. The design dust concentration of air out of the mill bag filter and the classifier bag filter is less than 50mg/Nm3. The dust collected by the mill bag filter will be transported either to the mill inlet through an airslide and an impact weigher or to the cement silos.
2.1.12 Cement storage and bulk loading
Four Φ15m cement silos will be used to store the cement, and the total storage capacity is 24000t. These silos will be installed with dedusting system, needed accessories, fluidization and extraction systems.
Each silo will have two extraction systems with a design capacity of 150t/h to transport the cement to the 2 packers and a bulk loading system of 200t/h design capacity located by the side of the silo. Two weighbridge of 60t will be installed within the plant for bulk loading.
2.1.13 Cement packing and bag loading
The cement packing system will include two packers of 8 spout, the 100t/h capacity each, and can pack the daily cement product completely in 8~10 hours. Each system will include vibrating screen, buffer bin, weighing, etc. No automatic truck loader and bag applicator and palletizer are included.
The cement from extraction systems under the cement silo will be delivered to the buffer bin by the air slide and the bucket elevator and vibrating screen, before being fed into packer each. The bagged cement can be loaded directly or stored in the finished product storage, which can hold 3500t.
2.1.14 Fuel system
The nature gas or oil is transferred into the plant. There are two nature gas or oil tanks and the nature gas or oil storage period are 40 days. The fuel is separated for two ways and transferred respectively to the kiln burner and to the precalciner burners for burning. The fuel system is equipped with complete adjustment, instrument and safety devices.
The oil tanks, the pipes, valves and other fittings used for the fuel system and the fire protection equipment of the fuel system are not included in the quotation.
2.1.16 Utilities
The project will also include necessary utilities sections namely:
——Two weighbridges of 100t located at plant entrance
——Air compressor station and network
——Industrial and potable water treatment and network
——One preheater lift
——Central laboratory
=====================================================================================================================
As world-known and high-quality cement machinery general contractor, Jiangsu Pengfei Group Co., Ltd can provide you with various machines, such as cement production line, cement grinding plant, active lime production line, industrial kiln and furnace, grinding equipment, crushing equipment, environmental protection equipment, drying equipment, cooling equipment, compound fertilizer equipment, Conveying Lifting Packing Equipment, Most of our products have passed the certification of ISO9000 and CE, and they have been quite popular among customers from as many as 60 countries and districts such as Germany, Russia, Brazil, Egypt, Japan, South Korea, Bengal, Pakistan, Turkey, Vietnam, South Africa, Columbia, Bolivia, etc. If you need equipment such as rotary kiln, ball mill, vertical mill, rolling machine , please don't hesitate to contact us.